1.Welding materials
In
Welding, substances called filler materials or consumables are used. As the
name implies, these substances provide filler or a body of molten materials
that provides a strong bond to be formed between the base metals used. Most
welding processes will also require some form of shielding to protect both the
main components and filler from being oxidized during the process.
The
type of welding materials used during welding depends on the nature of the job
intended. Electrodes draw the necessary energy in order to perform welding
applications. Luoyang Golden Egret Company has any kind of welding materials
include CTC Welding Rod /rope, SCTC welding rod/rope, TC electronic welding rod,
Ni-based welding rod, flux-cored Welding Wires, solid welding wires and etc.
Welding
can be applied in different kinds of industries such as building and
construction, oil and gas, marine, power generation, steel, mine tools,
automobile, transportation and etc.
2. Welding rod
1)Cast tungsten carbide based tubular
rod
The
hard phase of the rod is cast tungsten carbide which leads to higher hardness
and better wear-resistance.
Wear
resistance: the wear resistance is 6-7 times better than others. Tested by ASTM
G65
Mainly
used for Mining machinery, Geological tools, Petroleum drilling tools etc, by
Oxy-Acetylene with weak carburizing flame.
Product
recommendation:
GT1103
(CTC, 60-80 mesh),
GT1103-1(CTC, 20-30 um),
GT1103-2(CTC,
40-60 um)
2)The hard phase of tube rod is carbide
pellets which leads to higher impact resistance and better wear resistance than
CTC cloase rod.
Wear
resistance: the wear resistance is 6-7 times better than others. Tested by ASTM
G65 wear test.
Mainly
used for mining machinery. Geological tools etc; by Oxy-acetylene with weak
carburizing flame.
Product recommendation:
GT2102 (Cemented carbide grit, 30-60mesh)
GT2102-2(Cemented carbide grit, 30-40mesh)
GT2102-3(Cemented carbide grit, 40-60mesh)
3)Tube rod is composited by Cemented carbide
pellets, Spherical CTC and CTC. The layer has higher impact resistance, better
wear resistance and good fluidity than other rods.
Wear resistance: the wear resistance is 6-7
times better than others. Tested by ASTM G65.
Mainly used for oil method drill bits, such as
Tri-cone bit, Steel tooth bit, PDC bit, etc. By Oxy-Acetylene with weak
carburizing flame.
Product recommendation:
GT3302 (carbide pellets, 20-40mesh)
GT3302-1(carbide pellets, 14-40um)
4)The hard phase of the rod is monocrystal WC,
the welding layer has a higher wear resistance and better impact resistance.
The wear resistance is 6-7 times better than
others, tested by ASTM G65 method.
Mainly used for the repair and strength for oil
drills bits, such as PDC bit diameter holding by Oxy-Acetylene with weak
carburizing flame.
Product recommendation:
GT4104 (Monocrystal WC, 80-200mesh)
3. Welding Rope
Made
form mixture of CTC and self-fluxing nickel alloy covering on nickel wire. The
CTC is in spherical or irregular with good wear resistance; the nickel alloy is
in spherical or nearly spherical shape with good wettability and erosion
resistance and better corrosion resistance than tubular rod.
Recommend
to use Petroleum drilling tools, Concrete mixing blade, Mud pump, Coal sluice,
Coal drill pipe, Tunnel drilling machinery etc.
By
Oxy-Acetylene Welding with weak carburizing flame.
Product
recommendation:
GS110450N
(CTC, 4mm, HRC 47-55)
GS110550N
(CTC, 5mm, HRC 47-55)
GS110650N
(CTC, 6mm, HRC 47-55)
4. Welding Bar
The
rod is sintered by CTC and Ni-based powders. The CTC(Cast Tungsten Carbide) is
in irregular or spherical shape with better wear resistance and the nickel
alloy is in spherical or nearly spherical shape and has good wettability with cast
tungsten carbide. The cladding layer has a higher impact resistance and better
wear resistance.
Its
wear resistance and corrosion resistance is between tube rod and flexible rope.
Mainly
used on the Steel PDC bit, Concrete mixer blade, Mud pump, Miner chute, Miner
drill stem and Mechanical parts of Tunnel rock drill machine etc.
Welded
by Oxy-Acetylene with weak carburizing flame.
Product
recommendation:
GD4025253-3(CTC, SCTC, 4*600/6*600)
GD4030303-3(CTC,
SCTC, 4*600/6*600)
5. Welding wire
Intensified molybdenum titanium vanadium
composite chromium carbide welding wire can improve layer`s bonding strength
and tenacity. This wire can use for multilayer welding which has no peel off,
and it can maintain good wear resistance under certain impact working condition.
Product recommendation:GSQD671Mo-4(1.6mm)
Medium carbon and high chromium wear resistance welding wire has a higher
hardness, stronger wear resistance, and excellent toughness by adding a certain
amount of molybdenum alloys and boride. It has a better impact resistance and
strip resistance than high chromium cast iron type materials
Product recommendation: GSQD621Mo-4(1.6mm)
With
high sphericity & excellent alloy organization, cemented carbide pellet is
mainly used in welding, as an adding material of PTA Powder , tubular welding
rod, to improve the wear resistance of the workpieces greatly.
Product recommendation: GQ06
Cemented
carbide grit with different percent of cobalt has good abrasive resistance and
is widely used for making grinding, polishing and cutting tools.
Product
recommendation: GS08A
Weld Materials,Tubular Welding Rod,Welding Electrodes,Stainless Steel Welding Rod Luoyang Golden Egret Geotools Co., Ltd. , https://www.xtc-thermalspray.comThe Elastomeric Tube Swaging Process
This process is widely used in both commercial and military aircraft industries for the fabrication of tubing assemblies in hydraulic, fuel, oxygen, and similar fluid distribution systems. Today, elastomeric swaging is employed to create tubing assemblies for both low and high-pressure fluid systems made from materials such as aluminum, steel, stainless steel alloys, and titanium. Unlike thermal joining methods like brazing or welding, elastomeric swaging produces fluid-tight connections without compromising the material’s strength. It also offers high-quality mechanical tube fitting attachments, avoiding issues like wall thinning and stress concentrations that can occur with mechanical roller swaging or older bite-type designs.
Beyond aerospace, our internal elastomeric swage machines and support tooling are now being introduced to various other industries. These include marine engines, automotive, trucks, refrigeration, air conditioning, motorcycles, motor homes, construction equipment, and tractors. The process involves cold forming, where extremely high radial forces are applied to the internal surface of a tubular member. This displaces the tubing into grooves on an external end fitting or into a shaped die cavity to create specific tube end forms, such as beads.
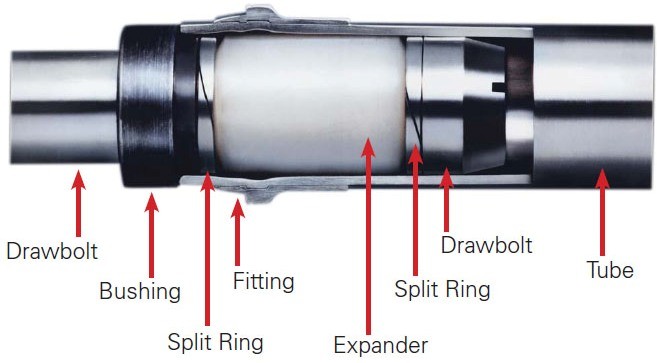
The internal swaging forces are generated by the controlled linear movement of a high-strength drawbolt that compresses an elastomeric expander against a static retainer ring. During the swaging cycle, this controlled compression forces the tube wall radially into internal circumferential grooves on the end fitting skirt, resulting in a strong, leak-proof mechanical attachment. The tube end fitting is contained within a precision-matched split die cavity, which provides a reactionary force during the forming process and prevents distortion of the fitting.
Elastomeric swaging is a fast, efficient, and practical method for attaching tube fittings. It eliminates costly post-processing operations such as radiographic or ultrasonic inspections, which are often required for welded or brazed connections.
We manufacture all forming dies and swage tooling for each of our elastomeric tube swagers. Pricing for these items is quoted based on customer requirements and order quantity. Each machine is designed to meet all applicable safety standards and can be customized for electrical compatibility. An operation and safety training package is included with every purchase, and a six-month warranty covers all parts and workmanship.
The internal elastomeric swage fittings were developed to provide a simple yet reliable method for attaching separable end fittings to rigid tubes in demanding aerospace environments. These fittings offer a lightweight and cost-effective alternative to traditional methods like welding or brazing.
**Advantages of Internal Swaging**
Internal swaging is a mechanical method of attaching fittings to tubing. It works by forming the tubing outward into grooves within the fitting. This technique offers several benefits:
- No special tube end preparation (cleaning or sizing) is required.
- Fabrication is very quick, taking only seconds per connection.
- No X-ray inspection is necessary.
- No flushing or ball-check tests are needed.
- It reduces scrap rates significantly.
- It improves fatigue performance compared to brazed joints.
- There are no heat-affected zones or heat-induced distortions.
- No stress-relieving is required after the process.
These advantages can lead to significant cost savings in installation and maintenance.
The use of Eaton internal swage fittings is ideally compatible with CAD/CAM systems for tube assembly production. Mechanical attachment at room temperature is especially beneficial in situations where flammability is a concern.
**Fitting Features**
- Fittings are manufactured from high-strength alloys, including 15-5 CRES, 7075 Aluminum, and 6AL-4V Titanium.
- Flared fittings feature a machined metal sealing surface that prevents tube flare cracking.
- A two-angle face design allows up to 4° angular misalignment for a line-contact seal.
- Various flareless styles are available, compatible with all current flareless systems.
- Lipseal fittings provide excellent sealing due to a flexible beam surface and maximum interface clearance.
- Available in sizes ranging from 1/4" (6.35 mm) to 1-1/2" (38 mm).
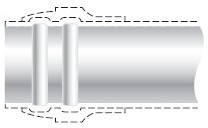
**Internal Swaging Technique**
Before swaging, with drawbolt / expander assembly inserted
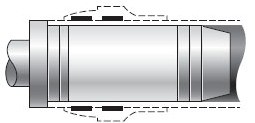
After swaging, with tube formed into fitting grooves